


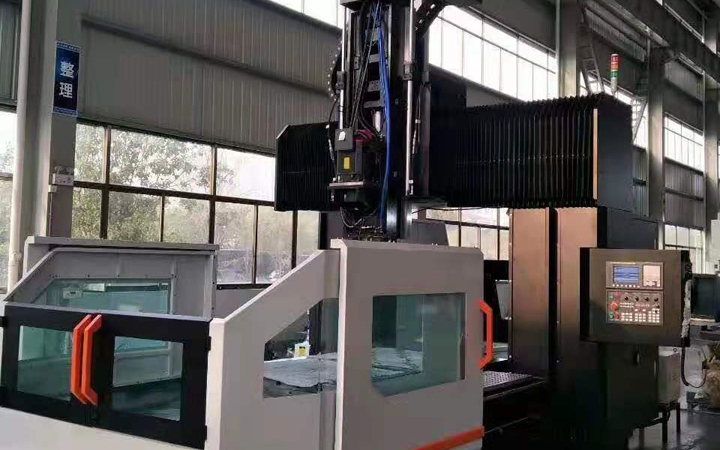




CNC铣削进给速度的控制
CNC的铣削的进给速度通常是由加工材料、铣刀和铣削深度来决定的,且对于每次铣削过程都是固定的。加工过程中铣削条件的变化,如铣削深度变化以及刀具磨损或者材料硬度的变化,都对进给速度没有影响。这意味着随着材料强度的降低,进给速度也同时尽可能的降低,因此有必要延长加工时间。过高的进给速度可能会造成主轴和刀具过载,特别是在切削量增加时。
进给规矩受主轴功率和其他工艺数据影响,自适应进给控制功能基于主轴功率的测量,可优化进给轨迹。通常情况下,可借助学习步骤记录最大的主轴功率。在CNC系统中,主轴规律的最大值和最小值记录在表格中,自适应进给控制功能比较目前的主轴功率和参考功率,并在整个加工过程中通过调节进给速度,以保持基准功率不变。
进给规矩受主轴功率和其他工艺数据影响,自适应进给控制功能基于主轴功率的测量,可优化进给轨迹。通常情况下,可借助学习步骤记录最大的主轴功率。在CNC系统中,主轴规律的最大值和最小值记录在表格中,自适应进给控制功能比较目前的主轴功率和参考功率,并在整个加工过程中通过调节进给速度,以保持基准功率不变。



