


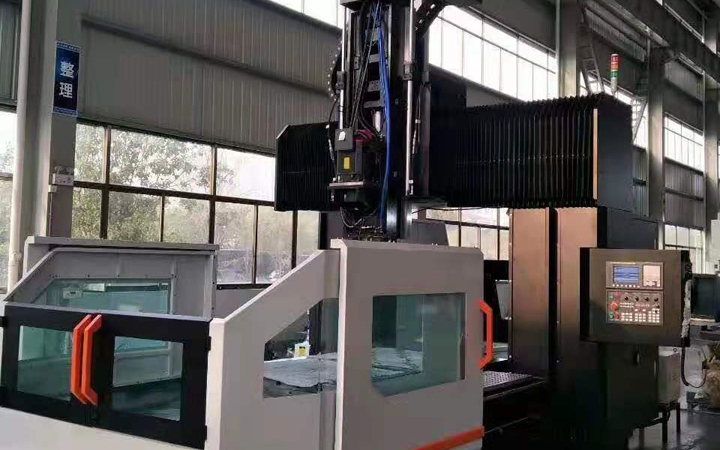




龙门加工中心铣削方法
重庆龙门加工中心的铣削主要分为逆铣和顺铣,逆铣和顺铣的方法有何不同?
下一步就是小编为大家介绍 !
龙门加工中心的铣削大多采用反向铣削的方式。但是,应尽量选择顺铣,这样加工效果会更好。因龙门加工中心逆铣,刀刃切入前产生激烈碰撞,造成加工表面硬化,使下刀齿难以切入。
在顺铣龙门铣床上,铣削宽度应达到2/3铣刀直径,这样可以保证刃口一开始就能立即切入工件,几乎不会产生碰撞。
若铣刀直径小于1/2,则刀片又开始“碰撞”起刀,由于切入时切削厚度变小,每齿进给也会因径向切削宽度变窄而减少。对于硬质合金刀具来说,增加每齿进给量和减少切削深度对刀具寿命有较大的影响。因此在粗铣时,若径向切削宽度小于铣刀半径,则增加走刀数量,其刀具寿命将提高,龙门铣床的加工时间也将缩短。诚然,精铣要求工件表面光洁,因此应限制走刀量。尝试调节这种径向铣削宽度,确定铣刀直径与径向铣削宽度的比例,并在高精度的龙门加工中心上进行,以便在对比例进行调整的同时,调查其工件表面粗糙度的变化 。
下一步就是小编为大家介绍 !
龙门加工中心的铣削大多采用反向铣削的方式。但是,应尽量选择顺铣,这样加工效果会更好。因龙门加工中心逆铣,刀刃切入前产生激烈碰撞,造成加工表面硬化,使下刀齿难以切入。
在顺铣龙门铣床上,铣削宽度应达到2/3铣刀直径,这样可以保证刃口一开始就能立即切入工件,几乎不会产生碰撞。
若铣刀直径小于1/2,则刀片又开始“碰撞”起刀,由于切入时切削厚度变小,每齿进给也会因径向切削宽度变窄而减少。对于硬质合金刀具来说,增加每齿进给量和减少切削深度对刀具寿命有较大的影响。因此在粗铣时,若径向切削宽度小于铣刀半径,则增加走刀数量,其刀具寿命将提高,龙门铣床的加工时间也将缩短。诚然,精铣要求工件表面光洁,因此应限制走刀量。尝试调节这种径向铣削宽度,确定铣刀直径与径向铣削宽度的比例,并在高精度的龙门加工中心上进行,以便在对比例进行调整的同时,调查其工件表面粗糙度的变化 。



